







中小企業振興会館建設事業施設建築物新築工事より
皆さんこんにちは、建築部の富田です。
今回は、ガス圧接について掲載します。
【鉄筋の継手について】
継手とは、2本の鉄筋を1本に接合することです。
鉄筋は現場に搬入される前に運搬できる長さ(定尺)に切断されますが、梁配筋を行う際などに定尺以上の長さの鉄筋が必要になってくる場合があります。その時につなぎ合わせる部分を継手といいます。
鉄筋の継手の工法は、重ね継手・ガス圧接継手・溶接継手・機械式継手の4種類に分類でき、施工条件によって使い分けていきます。
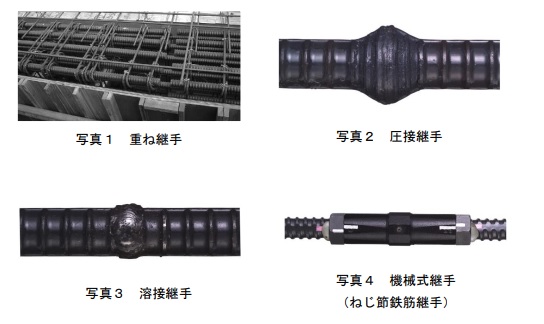
↑継手の種類
【ガス圧接とは?】
ガス圧接継手とは、鉄筋継手の工法の一種で鉄筋の端面同士を突き合わせて、熱を加えながら軸方向へ圧縮力を加えることで鉄筋を接合させる工法です。
ガス圧接による継手部分は、圧力を加えるためふくらみが生じるのが特徴です。
ガス圧接継手の長所としては、コストが安いこと・直接鉄筋同士をつなぐため高強度に接合できることなどがあり、もっとも一般的に使用されています。

↑ガス圧接状況
【ガス圧接の種類】
ガス圧接の中にも3種類の工法があります。
- 手動ガス圧接
もっとも一般的な工法で、圧接機・加熱器(カニ型バーナー・リングバーナー)・加圧機を用いて手動で加熱・加圧を行う工法です。


↑リングバーナー ↑圧接機
- 自動ガス圧接
加熱・加圧を含む一連の流れをガス圧接機が全自動で行う工法です。
あらかじめプログラムされた工程で自動的に作業を進行するので、継手部の品質の偏り・変動を最小限に抑えることができるというメリットがある一方、機械が高精度で複雑なため機械の取り扱いには十分な注意が必要です。
- 熱間押抜ガス圧接
熱間押抜ガス圧接は、手動ガス圧接直後に鉄筋径よりやや大きい寸法(鉄筋径のおよそ1.2倍)の押し抜き刃でふくらみ部をせん断除去する工法です。
ガス圧接の際、接合面が完全に接合されてないと、押し抜き時に割れが生じるので
圧接直後に欠陥を目視で確認することができます。
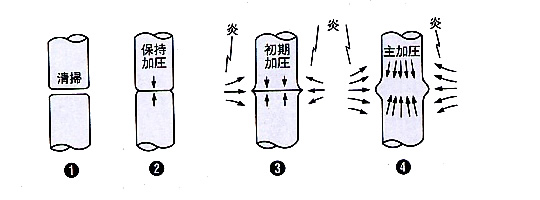
【作業手順】
一般的な手順としては、
- 鉄筋の端面の異物をグラインダーなどで除去する。
- 鉄筋の端面同士を突き合わせて、ずれが生じないように締め付ける。
- 突き合わせ部分を加熱しながら、軸方向に圧力をかけていく。
- 圧接部分に所定のふくらみが出来たところで、加熱をやめ圧力を下げる。最後に外観形状を確かめてから、器具を取り外す。
【施工後の検査】
一連の施工を終えた後に、圧接部の検査を行います。
検査方法については
・外観検査
・非破壊検査(超音波探傷試験)
の2つがあります。
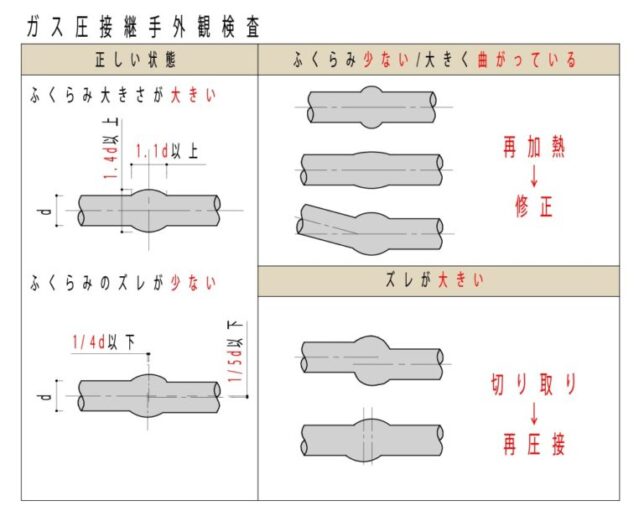
外観検査は、圧接部の「ふくらみ」、「軸の偏心」、「圧接面のずれ」を確認します。
ふくらみは、直径が鉄筋径の1.4倍以上、長さが鉄筋径の1.1倍以上という規定があり、これを満たさない場合は再加熱で補正します。

↑圧接継手出来形(ふくらみ長さ)
軸の偏心は、偏心量が鉄筋径の1/5以下という規定があり、これを満たさない場合は切り取って再圧接します。
圧接面のずれは、ふくらみ頂部と圧接面のずれが鉄筋径の1/4以下という規定があり、これを満たさない場合は切り取って再圧接します。
非破壊検査では主に超音波探傷試験が行われます。
超音波探傷試験では、超音波探傷器を用いて圧接部に超音波を照射し、その反射波を検出することにより内部欠陥の有無を測定します。
圧接部に超音波を入射させて内部に欠陥がない場合には、超音波は反射せずに通過していきますが、内部に欠陥がある場合にはそれによって超音波が反射されるので、反射波の検出によって内部欠陥の有無を調べることができます。

↑超音波探傷試験
【資格について】
ガス圧接施工をする際には、以下の資格が必要となります。
手動ガス圧接→手動ガス圧接技量資格
自動ガス圧接→自動ガス圧接技量資格
熱間押抜ガス圧接→熱間押抜ガス圧接技量資格
今回はここまで。
以上、建築部の富田でした。






 お問い合わせフォーム
お問い合わせフォーム